| Статистика | |
|
Онлайн всего: 1 Гостей: 1 Пользователей: 0 | |
| | |
|
 | |  |
|
Доработка двигателя Д-6
Доработка двигателя Д-6
Существует два основных направления в совершенствовании
двигателя внутреннего сгорания: доводка или доработка уже существующих
конструкций и создание новых образцов со значительными изменениями. К
первому, менее сложному и более доступному для практической реализации,
следует отнести оптимизацию формы и проходных сечений каналов, повышение
степени сжатия, подбор оптимальных фаз газораспределения, регулировку
карбюратора и установку оптимального угла опережения зажигания.
Предлагаемый способ доработки позволяет повысить мощность двигателя
примерно наполовину. Подвергать модернизации имеет смысл лишь новый или
малоизношенный двигатель.
Чтобы увеличить мощность N и уменьшить расход топлива повышают степень
сжатия. Это наиболее доступный прием форсирования. Необходимо проточить
посадочные места цилиндра и головки, как показано на рис. 1При зтом
степень сжатия составит 8,5-9. Если используется штатная
цилиндро-поршневая группа, увеличивать степень сжатия больше 9 не
следует, так как при более высоких показателях двигатель в процессе
работы быстро перегревается.
В случае, если степень сжатия имеющегося двигателя неизвестна, ее можно
вычислить по формуле: E=(Vn+Ve)/Ve, где Vn – рабочий объем цилиндра, Ve
– объем камеры сгорания, определяемый количеством масла залитого
залитого в свечное отверстие (в кв.см.) до середины резьбы (поршень
находится в ВМТ), Е – геометрическая степень сжатия. Окончательно
величину Е устанавливают при помощи прокладок разной толщины между
головкой и цилиндром. Их изготавливают из отожженной меди или мягкого
алюминия. Этот способ дает прирост мощности N около 0,1-0,12 л.с.
Дальнейшее увеличение мощности двигателя достигается установкой
карбюратора с большим диаметром диффузора, доработкой
кривошипно-шатунной, поршневой групп и внутренних поверхностей картера, а
также совмещением перепускных каналов в картере и цилиндре. Самое
заметное увеличение мощности можно получить путем изменения фаз
газораспределения. Следует, однако, заметить, что браться за это дело
неопытному человеку не следует — двигатель наверняка будет испорчен.
Ведь понадобятся соответствующий инструмент и приспособления, а также
определенные слесарные навыки.
Рассмотрим каждый вид доработки отдельно.
Цилиндр и головка цилиндра. Для более эффективного охлаждения необходимо
убрать все неровности и литьевые "борозды" на ребрах охлаждения. Нагар
на гильзе и головке цилиндра надо размягчить керосином и снять палочкой
из твердого дерева, После этого можно приступать к более сложным
слесарным работам.Цилиндр
Для беспрепятственного перетекания рабочей смеси из кривошипной
камеры в перепускные каналы надо обработать выступающую часть гильзы
цилиндра согласно рис. 2.
Далее следует обеспечить стыковку перепускных каналов цилиндра с
перепускными нишами картера, обрабатывая их фрезой бормашины или
надфилем. Все острые кромки гильзы нужно закруглить радиусом 5 мм.
Каналы и выхлопной патрубок зачистить и заполировать. Прокладка под
цилиндром не должна перекрывать перепускные каналы.
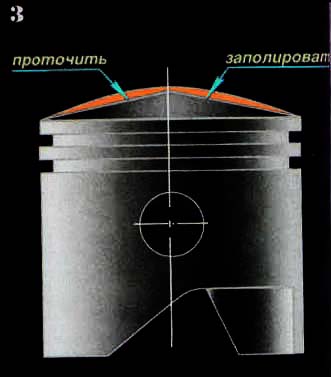
 Поршень. Его надо очистить от нагара, проточить днище на токарном станке
(рис. 3) и заполировать доводочной шкуркой. Юбку поршня доработать так,
чтобы она соответствовала форме уже доработанной гильзы цилиндра, а все
опиленные кромки — скруглить. Во время «примерок» поршень должен
находиться в НМТ. Поршень. Его надо очистить от нагара, проточить днище на токарном станке
(рис. 3) и заполировать доводочной шкуркой. Юбку поршня доработать так,
чтобы она соответствовала форме уже доработанной гильзы цилиндра, а все
опиленные кромки — скруглить. Во время «примерок» поршень должен
находиться в НМТ.
 Кратер и кривошатунный механизм.
Коленвал надо закрепить в патроне токарного станка и снять
«бороду» от сварки со щек маховика после чего эти места зашлифовать. Эту
операцию следует проводить, тщательно предохранив от пыли и стружки
нижний подшипник шатуна. Свобод конец последнего резинкой или пружиной
надо оттянуть к станине. Теперь можно приступить к сложной и
ответственной операции по изменению фазы впуска. Впускной канал в правой
половине картера надо развернуть до 12 мм и отшлифовать, а также
установить фазы впуска, соответствующие рис. 4. Для этого коленвал без
подшипника монтируется в правую поле картера, а на правую цапфу
надевается картонный круг с нанесенной с внешней стороны градусной
шкалой (можно пользоваться двумя школьными транспортирами большого
диаметра). Теперь через деревянные прокладки эту половину картера
зажмите в тиски и совместите "О" шкалы со стрелкой, неподвижно
закрепленной на картере. Для удобства определения ВМТ и НМТ можно
установить цилиндр, привинтив его к правой половине картера. Поверните
коленвал на 47 градусов после НМТ и через канал картера нанесите на
цапфу риску по нижнему краю канала. Теперь надо извлечь коленвал и
фрезой бормашинки снять лишний металл цапфы до риски. Кратер и кривошатунный механизм.
Коленвал надо закрепить в патроне токарного станка и снять
«бороду» от сварки со щек маховика после чего эти места зашлифовать. Эту
операцию следует проводить, тщательно предохранив от пыли и стружки
нижний подшипник шатуна. Свобод конец последнего резинкой или пружиной
надо оттянуть к станине. Теперь можно приступить к сложной и
ответственной операции по изменению фазы впуска. Впускной канал в правой
половине картера надо развернуть до 12 мм и отшлифовать, а также
установить фазы впуска, соответствующие рис. 4. Для этого коленвал без
подшипника монтируется в правую поле картера, а на правую цапфу
надевается картонный круг с нанесенной с внешней стороны градусной
шкалой (можно пользоваться двумя школьными транспортирами большого
диаметра). Теперь через деревянные прокладки эту половину картера
зажмите в тиски и совместите "О" шкалы со стрелкой, неподвижно
закрепленной на картере. Для удобства определения ВМТ и НМТ можно
установить цилиндр, привинтив его к правой половине картера. Поверните
коленвал на 47 градусов после НМТ и через канал картера нанесите на
цапфу риску по нижнему краю канала. Теперь надо извлечь коленвал и
фрезой бормашинки снять лишний металл цапфы до риски.
 Противоположную сторону впускного канала цапфы надо частично
запаять оловянным припоем, используя травленную кислоту в качестве флюса
(место пайки омыть водой и обязательно высушить!). Теперь следует
повторить операцию разметки – повернуть коленвал на 47 градусов после
ВМТ и сделать риску на цапфе по верхнему краю канала в картере. Теперь
надо убрать фрезой лишний припой и, обрабатывая впускной канал в цапфе,
придать ему максимально плавные обводы, а затем отшлифовать. Повторить
«примерку», и если необходимо – доработать каналы в к цапфе до полного
совпадения с каналом в картере. Также надо заглушить балансировочные
отверстия в маховиках коленвала. Для этой цели подходит обычная пробка
от винной бутылки: ее надо вставить в отверстие на клею БФ-2, затем
обрезать заподлицо и зашкурить (рис. 5).
Противоположную сторону впускного канала цапфы надо частично
запаять оловянным припоем, используя травленную кислоту в качестве флюса
(место пайки омыть водой и обязательно высушить!). Теперь следует
повторить операцию разметки – повернуть коленвал на 47 градусов после
ВМТ и сделать риску на цапфе по верхнему краю канала в картере. Теперь
надо убрать фрезой лишний припой и, обрабатывая впускной канал в цапфе,
придать ему максимально плавные обводы, а затем отшлифовать. Повторить
«примерку», и если необходимо – доработать каналы в к цапфе до полного
совпадения с каналом в картере. Также надо заглушить балансировочные
отверстия в маховиках коленвала. Для этой цели подходит обычная пробка
от винной бутылки: ее надо вставить в отверстие на клею БФ-2, затем
обрезать заподлицо и зашкурить (рис. 5).
 Для уменьшения газодинамических помех в картере надо спилить и
зашкурить «рубцы» от литейных форм, запилить и сделать по возможности
плавными обводы всех поверхностей. Совместить продувочные каналы картера
и цилиндра. Предварительно обезжирив, залить эпоксидной смолой все
раковины и ниши. Когда смола застынет – зашлифовать заподлицо
поверхность картера. Первый этап сборки – установка в картер
подшипников. Еще одной доработкой по части коленвала является замена
коренных подшипников 203 на самоустанавливающийся серии 1203. Половинки
картера на электроплите или в духовке нагреваются до 70-80°С (головка
спички должна оставить след, но не воспламениться), после чего в них
вкладываются подшипники. При установке цилиндра необходимо добиться,
чтобы нижние кромки продувочных окон совпали с верхней гранью днища
поршня, когда тот находится в НМТ. Этого добиваются установкой под
цилиндр прокладки необходимой толщины. Мопед на базе велосипеда с таким
мотором при полной массе 145 кг (собственный вес, водитель и багаж) на
горизонтальных участках шоссе развивает скорость до 45 км/ч (ведущее
колесо от "Камы" со звездочкой в 33 зуба и с суммарным передаточным
отношением 1:12,3), что соответствует мощности 1,5 л.с. при 6000 об/мин.
Максимальный крутящий момент сместился в область более низких оборотов,
что позволяет не пользоваться педалями при подъемах в гору. При этом
расход бензина А-76 с маслом не превышает 1,6-1,7 л. на 100 км.
Форсированный двигатель требует несколько иных, по сравнению с
указанными в инструкции, регулировок системы зажигания. При степени
сжатия около 9, опережение следует установить в пределах 1,9-2,1 мм до
ВМТ и применять свечу А17В. Остается добавить, что форсировка двигателя
вышеописанным способом несколько снижает его моторесурс и требует более
частых регулировок системы зажигания.
Для уменьшения газодинамических помех в картере надо спилить и
зашкурить «рубцы» от литейных форм, запилить и сделать по возможности
плавными обводы всех поверхностей. Совместить продувочные каналы картера
и цилиндра. Предварительно обезжирив, залить эпоксидной смолой все
раковины и ниши. Когда смола застынет – зашлифовать заподлицо
поверхность картера. Первый этап сборки – установка в картер
подшипников. Еще одной доработкой по части коленвала является замена
коренных подшипников 203 на самоустанавливающийся серии 1203. Половинки
картера на электроплите или в духовке нагреваются до 70-80°С (головка
спички должна оставить след, но не воспламениться), после чего в них
вкладываются подшипники. При установке цилиндра необходимо добиться,
чтобы нижние кромки продувочных окон совпали с верхней гранью днища
поршня, когда тот находится в НМТ. Этого добиваются установкой под
цилиндр прокладки необходимой толщины. Мопед на базе велосипеда с таким
мотором при полной массе 145 кг (собственный вес, водитель и багаж) на
горизонтальных участках шоссе развивает скорость до 45 км/ч (ведущее
колесо от "Камы" со звездочкой в 33 зуба и с суммарным передаточным
отношением 1:12,3), что соответствует мощности 1,5 л.с. при 6000 об/мин.
Максимальный крутящий момент сместился в область более низких оборотов,
что позволяет не пользоваться педалями при подъемах в гору. При этом
расход бензина А-76 с маслом не превышает 1,6-1,7 л. на 100 км.
Форсированный двигатель требует несколько иных, по сравнению с
указанными в инструкции, регулировок системы зажигания. При степени
сжатия около 9, опережение следует установить в пределах 1,9-2,1 мм до
ВМТ и применять свечу А17В. Остается добавить, что форсировка двигателя
вышеописанным способом несколько снижает его моторесурс и требует более
частых регулировок системы зажигания.
Ю.Жариков. Мото №9, 1995.
Источник: http://www.motodom.net |
| Категория: Cтатьи | Добавил: АлексСАНдр (14.01.2011)
|
| Просмотров: 2469
| Рейтинг: 0.0/0 |
Добавлять комментарии могут только зарегистрированные пользователи. [ Регистрация | Вход ] | |
 | |  |
|
|





